Özetle
1. Standart vinçlerle çok noktadan kaldırma işlemi, mükemmel senkronizasyon gerektirir; herhangi bir uyumsuzluk, yükün yeniden dağılımına ve bireysel kaldırma noktalarında potansiyel aşırı yüklenmeye neden olur.Sürtünmeli vinçler, kalibre edilmiş kayma sayesinde bu sorunu çözerek kontrollü yük paylaşımına olanak tanır. 2.Sürtünmeli vinçler, standart vinçlere göre %15-25 daha pahalıdır ancak karmaşık senkronizasyon sistemlerine olan ihtiyacı ortadan kaldırır.ve dört noktadan kaldırma işlemlerinde donanım kurulum süresini %40-60 oranında azaltır. 3.Kontrollü kayma mekanizması, sürtünme disk paketindeki yay ön yükünü ayarlayarak çalışır.— Kayma torku genellikle nokta başına çalışma yükünün %110-125'i olarak ayarlanır.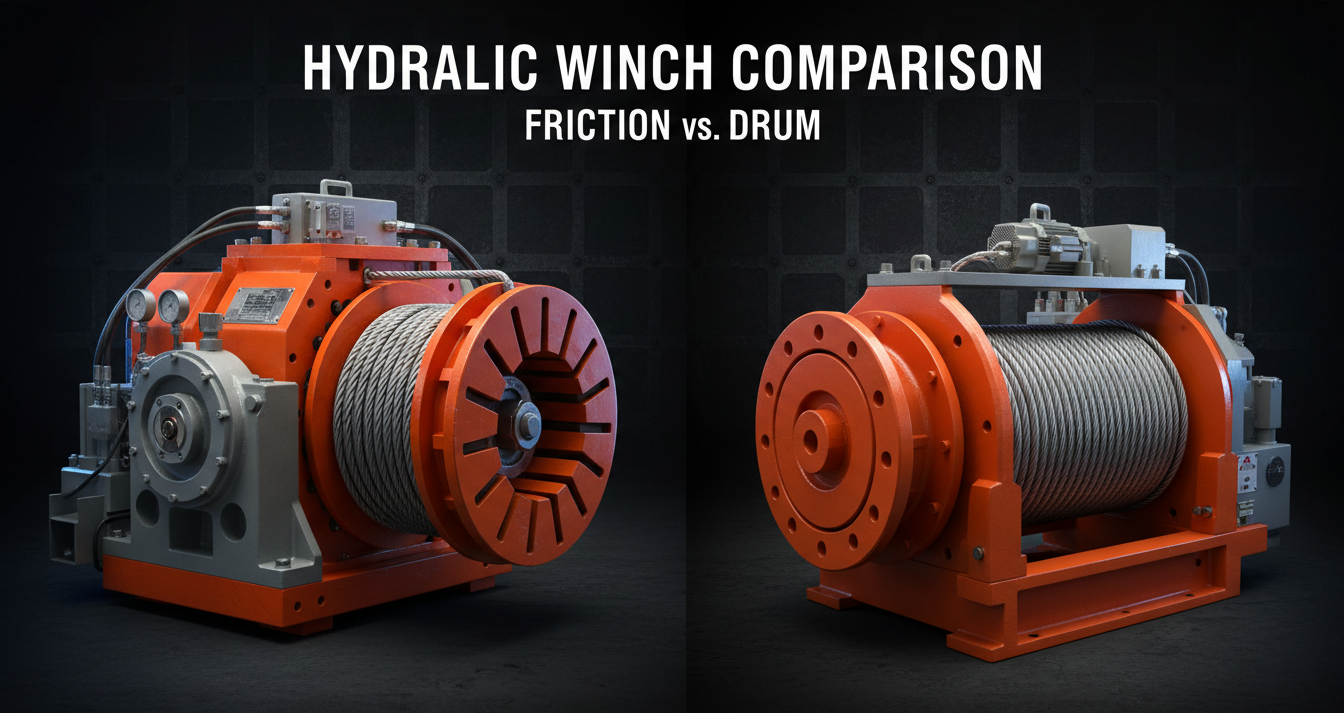
Çok Noktadan Kaldırma Problemi: Standart Vinçler Neden Her Zaman Senkronize Çalışamaz?
Çok noktalı kaldırmada temel zorluk nadiren toplam yüktür; asıl zorluk yük dağılımıdır.Dört hidrolik vinç 200 tonluk çelik köprü bölümünü kaldırdığında, teorik olarak her vinç 50 ton taşır. Ancak pratikte, aynı kaldırma işlemi içinde kaldırma noktaları arasında yük dağılımının 35 ila 75 ton arasında değiştiğini gördüm. Bunun nedeni nedir? Hidrolik sistem basınç dengeleme farklılıkları, üretim toleransları nedeniyle kiriş uzunluklarının 10-30 cm değişmesi ve yükün ağırlık merkezinin kaldırma düzeneğinin tam ortasına asla tam olarak oturmamasıdır.
Yük dengesizliğinin sonuçları önemsiz değildir.Tek bir kaldırma noktasında %40'lık bir aşırı yüklenme, sentetik bir sapanı kırabilir, bir destek kirişini bükebilir veya tüm kaldırma sisteminde zincirleme bir arızaya neden olabilir. Araştırdığım bir olayda, 180 tonluk bir kaide kaldırma işlemi 72 tonluk bir dengesizlikle sonuçlandı; bir vinç 108 ton taşırken diğeri sadece 48 ton taşıyabiliyordu. Temel neden: İki hidrolik devre arasındaki hortum uzunluğundaki 0,8 mm'lik fark, ilk çekme aşamasında 3 saniyelik bir zamanlama sapmasına neden oldu.
Standart vinçlerde dengesizliği telafi edecek bir mekanizma bulunmaz; tamamen kilitli veya tamamen serbest çalışma için tasarlanmışlardır.Standart bir hidrolik vinci kaldırma komutu verdiğinizde, ya halatı uzatır ya da gergin tutar. Ara bir durum yoktur. Bu ikili işlem, tek noktadan kaldırmalar veya mükemmel şekilde senkronize edilmiş dört noktadan sistemler için sorunsuz çalışır, ancak kaldırma düzeneğindeki her bileşenin aynı şekilde davrandığını varsayar. Bu varsayım gerçek dünya koşullarında geçerliliğini yitirir.
Hidrolik Sürtünmeli Vinçler Nasıl Çalışır: Kontrollü Kayma Mekanizması Açıklaması
Sürtünmeli vinç, farklı bir vinç türü değildir; hidrolik motor ile tambur arasına kalibre edilmiş bir sürtünme kavraması yerleştirilmiş standart bir vinçtir.Motor tork uyguladığında, sürtünme diskleri bu torku önceden belirlenmiş bir kayma eşiğine kadar tambura iletir. Bu eşiğin üzerinde, diskler birbirlerine göre kayar ve tamburun gerilimi korurken daha düşük torkta dönmesine olanak tanır. Eşiğin altında ise vinç standart bir vinç gibi davranır; kilitlenir ve hareket ettirilemez.
Sürtünme diski yığınındaki yay ön yükünü değiştirerek kayma torku ayarı yapılır.Daha fazla ön yükleme = daha yüksek kayma torku = kaymayı zorlaştırır. Daha az ön yükleme = daha düşük kayma torku = kaymayı kolaylaştırır. Tipik fabrika ayarları, kayma torkunu vincin nominal çalışma yükünün (WLL) %110-125'ine kalibre eder. 10 tonluk WLL'ye sahip bir vinç için kayma genellikle 11-12,5 ton olarak ayarlanır. Kaldırılan yük bu eşiğe ulaştığında, sürtünme diskleri kaymaya başlar ve aşırı yüklenmeye izin vermek yerine yükü sabit bir gerilimde tutar.
Buradaki en önemli nokta şu: sürtünmeli vinç, mekanik bir yük sınırlayıcı görevi görüyor.Dört noktadan kaldırma işleminde, her biri 12,5 ton yükte kaymaya ayarlanmış dört adet sürtünme vinci bulunmaktadır. Eğer bir köşe yükü 12,5 tonu aşmaya çalışırsa, o vinç kayar ve diğerleri kaldırmaya devam eder. Yük, kalan üç noktaya yeniden dağıtılır ve aşırı yüklenen nokta güvenli kapasite sınırları içine geri getirilir. Kaldırma işlemi, herhangi bir elektronik yük izleme veya senkronizasyon kontrolü olmadan sorunsuz bir şekilde devam eder. Ziyaret edinYining Hidrolik sürtünmeli vinç özellikleridetaylı seçim için.
Kontrollü Kayma mı, Tam Kilitleme mi: Her Konfigürasyon Ne Zaman Doğru Seçimdir?
Kontrollü kayma ve tam kilit farklı asansör senaryolarına hizmet eder; yanlış konfigürasyonun kullanılması gereksiz risk yaratır.
| Senaryo | Önerilen Yapılandırma | Sebep |
|---|---|---|
| Tek noktadan kaldırma | Tam kilit (standart vinç) | Yük paylaşımına gerek yok, tam kontrol. |
| İki noktalı simetrik kaldırma | Tam kilit | Ortak merkez, kolay senkronizasyon |
| Dört noktalı asimetrik kaldırma | Kontrollü kayma | Ağırlık merkezi kaymasının yüklenmesi kaçınılmazdır. |
| Ağırlık merkezinin bilinmediği/dengesiz olduğu kaldırma işlemi | Kontrollü kayma | Kendiliğinden dengeleyici yük dağıtımı |
| Çok kademeli asansör (ikiz) | Tam kilit | Aşamalar arasında olumlu bir denge |
| Asansör, kısıtlı açıklıktan geçerek kullanılabilir. | Kontrollü kayma | Hassas gerilim kontrolü gereklidir. |
| Dengeleme kirişli çift asansör | Tam kilit | Beam dağıtım işlemlerini yönetir. |
| Dengeleme kirişi olmayan çift asansör | Kontrollü kayma | Vinçler kendi kendini dengeler. |
Genel kural: Yükün ağırlık merkezinin tüm kaldırma noktaları üzerinde ortalanmasının garanti edilemediği her türlü kaldırma işleminde kontrollü kaydırma gereklidir.Bu, ağırlık merkezinin kaldırma noktalarının geometrik merkezinin dışında kaldığı düzensiz yapılar, ekipman düzenekleri ve mühendislik ürünü bileşenlerin neredeyse tüm çok noktalı kaldırma işlemlerini kapsar.
Tam kilit konfigürasyonları, tek noktadan kaldırma sistemleri, mükemmel simetrik iki noktadan kaldırma sistemleri ve onaylı dengeleyici kirişler kullanan kaldırma sistemleri için doğru kalır.Kiriş, yük eşitlemesini mekanik olarak dağıtır; vinçlerin kendilerinin bu işlevi yerine getirmesine gerek yoktur. Bununla birlikte, kiriş destekli bir kaldırma sistemine sürtünmeli bir vinç eklemek, kirişin arızalanması durumunda yedek koruma sağlar ve bu da onu kritik kaldırma işlemleri için ihtiyatlı bir seçim haline getirir.
Yük Dengeleme Hesaplamaları: Kaldırma Noktası Başına Doğru Sürtünme Ayarının Belirlenmesi
Sürtünme ayarı hesaplaması, basit ancak kritik bir mantık zincirini takip eder.
Adım 1: Bireysel puan kapasitesini hesaplayın.Toplam yükün kaldırma noktası sayısına bölünmesi, nokta başına temel yükü verir. Dört noktada 200 tonluk bir yük olduğunda, her nokta 50 tonluk temel yük taşır.
Adım 2: Dengesizlik faktörünü uygulayın.Ağırlık merkezi belirsiz olan kaldırma işlemleri için 1,25 ila 1,40 arasında bir dengesizlik faktörü uygulayın. Bu, ağırlık merkezi sapmasını, donanım asimetrisini ve hidrolik zamanlama farklılıklarını hesaba katar. 50 ton × 1,40 = nokta başına beklenen maksimum 70 ton.
Adım 3: Kayma torkunu beklenen maksimum değerin üzerine, ancak nominal çalışma yükünün altına ayarlayın.Kayma torku, beklenen maksimum noktasal yükün (70 ton) üzerinde ancak vinç nominal çalışma yükünün altında olmalıdır. 10 tonluk bir WLL vincin nominal kapasitesi 10 tondur, ancak kaymayı nominal kapasitenin üzerine ayarlayamayız. En az beklenen maksimum yükün 1,25 katı WLL'ye sahip bir vinç kullanın. 70 × 1,25 = 87,5 ton. En az 90 ton çalışma yükü için derecelendirilmiş bir vinç sistemi seçin.
Basitleştirilmiş formül:Kayma torku = (Toplam yük / N nokta) × Dengesizlik faktörü × 1,10. 1,10 çarpanı, herhangi bir noktanın çalışma yükü sınırına ulaşmadan önce kaymanın devreye girmesini sağlar.
Pratik örnek:320 tonluk köprü bölümü, altı noktadan kaldırma, ağırlık merkezi merkezden yaklaşık 0,5 m uzakta. Nokta başına temel değer: 320 ÷ 6 = 53,3 ton. 1,35 dengesizlik faktörü uygulayın: 72 ton. Kayma ayarı = 72 × 1,10 = 79,2 ton. Altı sürtünmeli vincin her biri, minimum 100 ton çalışma yükü limitine sahip vinçler kullanılarak, yaklaşık 80 tonda kayacak şekilde ayarlanmalıdır. Bkz.Yining Hidrolik IYJ serisi vinçlerkapasite derecelendirmeleri için.
Sürtünme Disklerinin Aşınması ve Bakımı: Çoğu Alıcının Unuttuğu Aralık
Sürtünmeli vinçlerde en çok göz ardı edilen bakım kalemi sürtünme disklerinin aşınmasıdır ve ihmal edilmesinin sonuçları felaket olabilir.Sürtünme diskleri aşındıkça, kayma torku kapasitesi azalır. 3 mm kalınlığındaki yeni diskler, nominal kapasitede kayma yapar. 2 mm disk kalınlığında, kayma torku yaklaşık %15-20 oranında düşer. 1 mm'de ise %30-40 oranında düşer. Yeni alındığında 80 ton'da kayma yapacak şekilde ayarlanmış bir vinç, 18 aylık yoğun kullanımdan sonra sadece 55 ton'da kayma yapabilir. Vinç artık amaçlanandan daha az aşırı yük koruması sağlar.
Disk aşınma kontrolü aralığı, hangisi önce gelirse, her 500 çalışma saatinde veya 6 ayda bir yapılır.Bu, kontrollü kayma modunda kullanılan tüm vinçler için geçerlidir. Muayene, diskin çevresindeki beş noktada mikrometre kullanılarak disk kalınlığını ölçer. Kabul kriteri: sinterlenmiş bronz diskler için minimum 2,0 mm artık kalınlık. Herhangi bir ölçüm 2,0 mm'nin altına düşerse, tüm disk seti eşleştirilmiş bir set olarak değiştirilmelidir - asla tek tek diskler değiştirilmemelidir.
15 yıllık tecrübemde, aşınma ihmalinden kaynaklanan yalnızca bir sürtünmeli vinç arızası gördüm.Güneydoğu Asya'da bir tarama şirketi, 22 ay boyunca disk kontrolü yapılmadan bir sürtünme vinci çalıştırdı. 15 tonluk kayma ayarı yaklaşık 9,5 tona kadar düşmüştü. Rutin bir 12 tonluk kaldırma işlemi sırasında, vinç amaçlanan eşiğin çok altına kayarak yükü diğer üç vincin üzerine bıraktı. Bir vinç ani yüklenmeye maruz kaldı ancak yükü tutabildi. Dördüncü vincin tambur freni ani yük transferini durduramadı ve tel halat koptu. Yaralanma olmadı, ancak 180.000 ABD doları tutarında ekipman hasarı meydana geldi. Olay sonrası yapılan incelemede disk kalınlığının 0,8 mm olduğu tespit edildi. Şirket artık üç ayda bir disk kontrolü için bütçe ayırıyor.
Sürtünmeli Vinç Seçim Kontrol Listesi: Özellikleri Kaldırma Senaryonuza Uygun Hale Getirin
Çok noktalı kaldırma için sürtünmeli vinç seçmeden önce bu altı maddelik kontrol listesini kullanın:
- Toplam yük ve kaldırma noktası sayısı.Nokta başına temel yükü hesaplayın = Toplam yük ÷ N nokta. Bu sizin başlangıç sayınızdır.
- Ağırlık merkezi belirsizliğinin yüklenmesi.Ağırlık merkezi merkezde mi yoksa merkezden uzakta mı olacak? Ağırlık merkezinin belirsiz olduğu durumlarda, 1,35 kat dengesizlik faktörü uygulayın.
- Vinç çalışma yükü kapasitesi.Vinç WLL değerini en az 1,25× (temel değer × dengesizlik faktörü) olarak seçin.
- Kayma torku ayarı.Kayma değerini yaklaşık 1,10× (temel değer × dengesizlik faktörü) olarak ayarlayın. Fabrika kalibrasyonu gereklidir.
- Disk malzemesi ve kalınlığı.Dayanıklılık için sinterlenmiş bronz tercih edin, minimum 3 mm yeni kalınlık.
- Denetim programı.500 saat veya 6 aylık aralıklarla bakım planlayın. Yaklaşık 2.000 saatte bir disk değişimi için bütçe ayırın.
Sık karşılaşılan teknik özellik hataları:Kayma torkunu çalışma limitine (WLL) çok yakın ayarlamak (güvenlik payı olmaması), deniz tuzu püskürtmesine uygun disk malzemesini yeterli korozyon koruması olmadan seçmek ve disk değişiminden sonra kayma ayarını yeniden kalibre etmeyi unutmak. Bu üçü de deneyimlerime göre kaldırma olaylarına neden oldu.
Yining Hydraulic, fabrika kalibrasyonlu kayma ayarları ve doğrulama için isteğe bağlı dijital kayma torku göstergesi bulunan sürtünmeli vinçler sunmaktadır.IYJ sürtünmeli vinç serisi, 5 tondan 50 tona kadar çalışma yükü kapasitelerini kapsar ve yedek olarak kullanılabilecek uygun disk setleri mevcuttur. Uygulamaya özel seçim desteği ve özelleştirilmiş kayma torku kalibrasyonu için Yining Hydraulic ile iletişime geçin.
Sıkça Sorulan Sorular
S: Sürtünmeli vinç ile standart vinç arasındaki fark nedir?
Sürtünmeli vinçlerde, hidrolik motor ile tambur arasında kalibre edilmiş bir sürtünme diski kavraması bulunur. Tork kayma eşiğini aştığında, diskler kayarak sabit bir gerilim sağlar. Standart bir vinç ya tamamen kilitlidir ya da tamamen serbesttir; ara bir durum yoktur. Bu durum, yük dağılımının garanti edilemediği çok noktalı kaldırma işlemleri için sürtünmeli vinçleri vazgeçilmez kılar.
S: Sürtünmeli vinçte kayma torkunu nasıl ayarlarım?
Kayma torku, sürtünme disk yığınındaki yay ön yükünün ayarlanmasıyla fabrikada ayarlanır. Ayar, nokta başına çalışma yükünün yaklaşık %110-125'ine eşittir. 200 tonluk (nokta başına 50 ton) dört noktalı kaldırma için, kaymayı vinç başına 55-62,5 ton olarak ayarlayın. Fabrika kalibrasyonu gereklidir; sahada ayarlama önerilmez.
S: Sürtünmeli vinçler tek noktadan kaldırma işlemlerinde kullanılabilir mi?
Evet, ancak bu genellikle gereksiz bir maliyettir. Tek noktadan kaldırmalarda, tam kilitli standart bir vinç daha basit kontrol sağlar. Sürtünmeli vinçler, yük dağılımının garanti edilemediği durumlarda (ağırlık merkezi kaymasının belirsiz olduğu çok noktadan kaldırmalarda) değer katar.
S: Sürtünme diskleri ne sıklıkla kontrol edilmelidir?
Her 500 çalışma saatinde veya 6 ayda bir, hangisi önce gelirse. Sinterlenmiş bronz için minimum kabul edilebilir disk kalınlığı 2,0 mm'dir. Disk setlerini eşleştirilmiş bir set olarak değiştirin; asla tek tek diskleri değiştirmeyin.
S: Kayma ayarı çok düşük olursa ne olur?
Kayma değeri, gerçek nokta başına yükün altına ayarlanırsa, vinç kaldırma işlemi sırasında sürekli olarak kayacak ve yükün kaldırılmasını engelleyecektir. Kaldırma işlemi duracaktır. Devam etmek için kayma torku ayarını artırın. Bu bir devreye alma hatasıdır, mekanik bir arıza değildir.
S: Kayma ayarı çok yüksek olursa ne olur?
Eğer kayma değeri vinç çalışma limitinin (WLL) üzerinde ayarlanırsa, vinç hiç kaymaz; standart bir vinç haline gelir. Bu, sürtünme mekanizmasının amacını ortadan kaldırır ve aşırı yüklenmeye yol açabilir. Kayma değeri her zaman vinç çalışma limitinin (WLL) altında ayarlanmalıdır.
Çözüm
Sürtünmeli vinçler, çok noktalı kaldırmada temel bir sorunu çözer: yük dağılımı yalnızca hidrolik senkronizasyonla garanti edilemez. Kontrollü kayma mekanizması, mekanik bir yük sınırlayıcı görevi görür ve herhangi bir nokta kapasite eşiğine yaklaştığında yükü otomatik olarak yeniden dağıtır. Ağırlık merkezi belirsiz olan kaldırmalar için (ki bu gerçek dünyadaki kaldırmaların çoğunu oluşturur), sürtünmeli vinçler karmaşık elektronik izleme olmadan kendi kendini düzelten yük dengesi sağlar. %15-25'lik maliyet farkı, senkronizasyon ekipmanının ortadan kaldırılması, kaldırma süresinin kısalması ve doğal aşırı yük korumasıyla kendini amorti eder. Dört noktalı ve altı noktalı kaldırmalar için sürtünmeli vinçlerin belirtilmesi, sorumlu kaldırma koordinatörleri için artık standart bir uygulamadır. Unutmayın: kayma ayarı, nokta başına çalışma yükünün %110-125'ine fabrika kalibrasyonlu olmalı, her 500 saatte bir kontrol edilmeli ve her disk değişiminden sonra yeniden ayarlanmalıdır.
Dış Referanslar ve Standartlar
- ISO 8681: Genel Amaçlı Çelik Halatlı Vinçler — Sabit Kaldırma Cihazları için Güvenlik Gereksinimleri
- ISO 19901: Petrol ve Doğalgaz Endüstrileri — Açık Deniz Yapıları İçin Özel Gereksinimler
- OSHA 1926.251: Kaldırma Ekipmanları — Kaldırma İşlemleri İçin Kablolama Konusunda Güvenli Uygulamalar
- DNV-RP-E301: Açık Deniz Kaldırma İşlemlerinin Tasarımı ve Kurulumu için Önerilen Uygulama
- API 2C: Açık Deniz Kaideli Vinçleri için Şartname
- ISO 12480: Mobil Vinçler — Güvenli Kullanım — Bölüm 1: Genel Gereksinimler
- EN 13155: Vinçler — Güvenlik — Serbest Ekipmanlar
- ASME B30 Serisi: Vinçler ve Kaldırma Ekipmanları Standartları
- NIOSH: Sapanlardan, Zincirlerden ve Kancalardan Kaynaklanan Yaralanmaları Önleme
Kontrollü kaymalı kaldırma çözümlerine ilişkin detaylı özellikler için lütfen şu adresi ziyaret edin:Yining Hidrolik sürtünmeli vinç serisiVestandart hidrolik vinç ürün yelpazesiÇok noktalı kaldırma sistemi tasarım desteği için lütfen iletişime geçin.Yining Hidrolik uygulama mühendisleriProje gereksinimlerinizi, kaldırma noktası sayısı, nokta başına yük kapasitesi ve kaldırma yüksekliği dahil olmak üzere belirtin.
Yayın tarihi: 19 Mayıs 2026